
Machine Overview
Vacuum oven is a widely used name for ovens with a vacuum environment, which are used in various industrial fields such as aluminum brazing, metal purity extraction, metal softening and hardening, and passivation of metal parts in aerospace
Some research companies also require these vacuum ovens for the study of rare metals, as the vacuum environment and high temperature are very beneficial for changing the properties of metals
Vacuum oven list

Vacuum heat treatment furnace
Product Description The Vacuum heat treatment furnace is an industrial piece of equipment that utilizes molybdenum metal heating to heat treat metals in a vacuum environment. Compared to traditional heat…
Used vacuum furnace Sell at low price
Description Our partners purchase and sell used vacuum furnaces in China. His warehouse has various models and sizes of vacuum ovens, which are both in good condition and relatively inexpensive….

Vacuum brazing oven China Supplier
Vacuum furnace outline The vacuum brazing oven is vital production equipment for aluminum heat exchangers, mainly used for brazing assembled aluminum fins, plates, and cores. These products are widely used…
The purpose of a vacuum oven

vacuum quenching furnace
This vacuum quenching furnace is hardening metals. In some special fields, metals require hardening treatment, such as molds, key parts of machines, etc,
Usually, Oil quenching and gas quenching are two types of metal hardening, both of which aim to make the metal harder, but there are some differences in the process
vacuum braze furnace
This vacuum oven welds multiple metals together at high temperatures. The advantage of welding in a vacuum environment is that the temperature is precisely controlled and the welding is firm
Usually, Vacuum welding high-end parts due to high welding cost, such as aerospace parts, some military parts, etc

Advantages of Vacuum Oven
Let’s take the vacuum brazing furnace as an example to understand its advantages
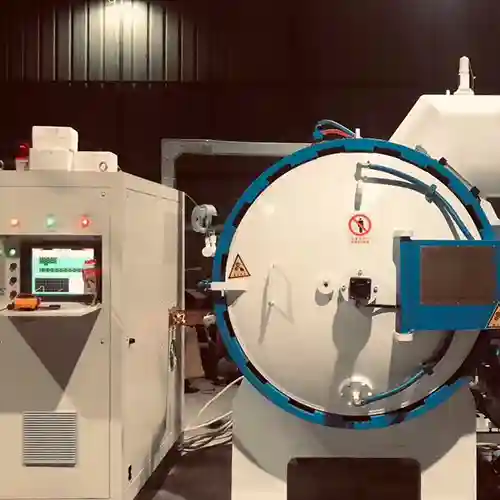
1, The programmable control system, which means that users can edit a set of production steps that meet the temperature and vacuum pressure requirements according to the production process
2, The vacuum is a horizontal structure, and it is easy to load parts into the chamber or remove them using a dedicated forklift
3, The latest vacuum pump meets the strictest environmental requirements,
4, There is a cooling water circulation inside the furnace body, which not only maintains a low temperature for the furnace body but also quickly cools the inside of the furnace body
Technical data of vacuum furnace
| ITEM | DATA |
| max temperature | 1350℃ |
| Insulation | 5-layer SS304 |
| Heating | Molybdenum metal |
| Chamber size | customized |
| Type | Horizontal |
| Transformer | including |
| Cooling | Water cooling |
| Nitrogen protection | including |
Vacuum oven manufacturer factory
Other additional machines





 wechat
wechat