




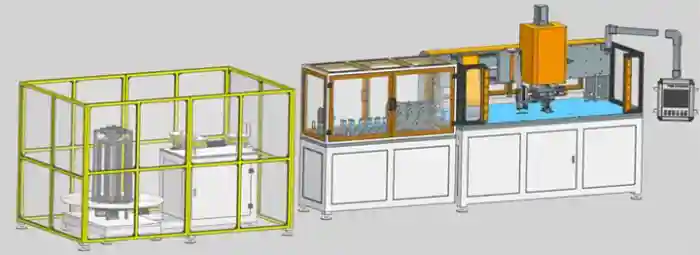
kapillärrörsbockmaskinens kontur
Kapillärrörsbockmaskinen böjer huvudsakligen platta aluminiumrör till en S-form för att möta produktionsbehoven för kondensorer och förångare.
Inom dagens industriområde har maskinautomation blivit en trend som används flitigt i olika branscher. Inom tillverkningsindustrin kan maskinautomatisering inte bara förbättra produktionseffektiviteten utan också minska fel i manuella operationer
I produktionsprocessen av förångare av spoltyp kräver platta aluminiumrör flera böjar för att slutföras, och denna kapillärrörsbockmaskin kan noggrant kontrollera böjningsradien och längden på aluminiumrören, vilket säkerställer att varje böj kan uppnå önskad effekt.
Samtidigt kan kapillärrörsböjningsmaskinen också automatisera kapningsoperationen av aluminiumrör, vilket ytterligare förbättrar produktionseffektiviteten.
Teknisk Parameter
| PUNKT | DATA |
| Böjningsdiameter: | kundanpassad |
| Böjlängd: | 20-800mm |
| Rörtjocklek: | 1.5-8mm |
| Inre diameter på spolen: | 400mm |
| Ytterdiameter på spolen: | 800mm |
| Kontinuerlig produktion: | Ja |
| Automatisk förkortning: | redan inkluderad |


kapillärrörsbockmaskin Arbetssteg
Avlindning av platta aluminiumrör
Avrullning av aluminiumrör är processen att rulla ut aluminiumröret från spolmaterialet för efterföljande bearbetning. Detta arbete slutförs vanligtvis av en specialiserad avrullare av aluminiumrör. Uncoilern viker ut aluminiumröret från spolen och skickar det till bockningsmaskinen för bearbetning.
Rätning upp och ner
Att räta upp och ner är ett viktigt steg för att säkerställa att aluminiumrör inte deformeras vid böjning. Kapillärrörsbockningsmaskinen har utrustats med övre och nedre riktanordningar för att korrigera rakheten och planheten hos aluminiumrör.
Genom att räta upp och ner kan man säkerställa att aluminiumröret inte utsätts för onödigt tryck under bockningsprocessen, vilket säkerställer bockkvaliteten.
Uträtning till vänster och höger
Vänster och höger riktning är också ett viktigt steg för att säkerställa böjkvaliteten på aluminiumrör. Genom att rikta in vänster och höger säkerställs att aluminiumrörets rotationsvinkel under böjning är korrekt, vilket undviker vridning eller deformation av aluminiumröret under bockningsprocessen.
transport
Efter avslutad riktning kommer aluminiumröret att transporteras till utrustningens bockningsposition, redo för böjningsbearbetning. Varje aluminiumrör kommer att transporteras enligt önskad storlek för att säkerställa att produktdimensionerna är korrekta.
kapillärrörsbockare
Böjning är det viktigaste steget i hela arbetsflödet för kapillärrörbockningsmaskinen. Vid bockning lägger bockningsmaskinen ett visst tryck på aluminiumröret för att böja det till önskad form. Denna maskin har en helautomatisk produktionskapacitet för kontinuerlig bockning av platta rör
Kapning av aluminiumrör
Efter avslutad bockning skärs aluminiumröret automatiskt. Ställ bara in längden på röret, hela produktionsprocessen kräver inte mänskligt ingripande, och alla operationer kommer att vara helt automatiserade









 wechat
wechat