





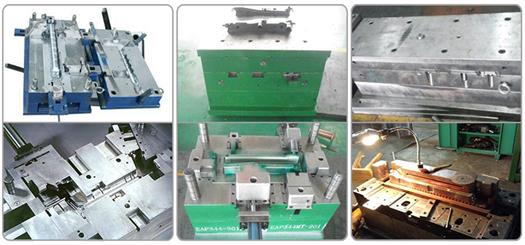
Mögelöversikt
Denna plastinsprutningsform för bilradiatorer har en varmrörskontroll och vattenkylningsanordning inuti. Den kan installeras på alla märken av horisontell injektionsmaskin för användning,
Vi är specialiserade på att designa och tillverka injektionsformar för vattentankar av plast för bilradiatorer, som täcker alla radiatormodeller av aluminium på eftermarknaden. Med 19 års arbetserfarenhet inom detta område kan vi perfekt tillverka vilken plasttank du har.
Vi kan erbjuda tillfredsställande lösningar oavsett om du behöver högkvalitativa formar för att tillverka OEM-radiatorer eller vanliga kvalitetsradiatorer för eftermarknaden.
Material för formsprutning av plast
- Kammare: P20
- Toppstift: NAK80
- Glidblock: Cr12MoV
- Fjäder: 50CrVA,
- Basplatta: EN C45,
- Insprutningsport: 4Cr13MoV
- Formram: EN C45
Data för formsprutning av plast
| PUNKT | DATA |
| Ursprungsort | Zhejiang, Kina |
| Varumärke | CHANGHENG |
| produkt~~POS=TRUNC | PA66-GF30 |
| Formfärg | Alla färger |
| Cavity | 1-4 enheter |
| Ytbehandling | Spegel polska |
| Ansökan | Bilkylare |

Hur man gör plastsprutformar
Att tillverka en plastform är mycket komplex, men varje form har samma produktionsprocess.
- Inmatning av tillverkningsuppgift
Tillverkaren får kundens design eller prov, och båda parter når enighet,
- Designa formar
Tillverkare designar den övergripande strukturen av formar baserat på de speciella egenskaperna hos plastprover och ritar sedan 3D-modeller för CNC-bearbetning.
- Köpa råvaror
Varje formsprutningsdel av plast som krävs för att köpa råmaterial och tillverka formar måste ha en tolerans som uppfyller designstandarderna.
- Monterade plastformar.
Att montera formen är ett avgörande steg, och skjutreglaget och utkastarstiftet måste röra sig flexibelt utan störningar från varje komponent.
- Testa formen
När formmonteringen är klar måste den installeras med en formsprutningsmaskin för sluttestning för att säkerställa att kvaliteten och storleken på den producerade produkten uppfyller designkraven.
- Förbättring och optimering
Om några defekter upptäcks under mögeltestning måste tillverkaren förbättra och optimera den.
- Leverera till kund.
Optimera plastsprutformens utseende, förpacka den och leverera den till kunden för användning. Vid denna tidpunkt tillverkas hela formen.
Vilka är våra fördelar?
1, Vi fokuserar på bilradiatorer, och vår pålitliga kvalitet vinner våra kunders förtroende.
2, Våra ingenjörer har lång arbetserfarenhet; oavsett hur komplex du är radiator tank är, kan vi tillhandahålla högkvalitativa formar.
3, Våra kostnader är mycket konkurrenskraftiga på grund av vårt fokus på storskalig produktion av plastformar för bilradiatorer.
4, Plastformfabriker ligger i städer med utvecklade industrier. Om du akut behöver formar är vi övertygade om att vi kan leverera dem snabbt.
Q & A
S: Vår leveranstid för mögel är vanligtvis 45 arbetsdagar; i undantagsfall kan det vara 55.
S: Vanligtvis är våra plastformar förpackade i trälådor.
S: Våra ingenjörer kan använda CAD, Solidworks, Catia, Inventor, Pro/ENGINEER, ug
S: Livslängden för vår form är 300000 XNUMX gånger









 wechat
wechat