
真空オーブン一覧

真空熱処理炉
製品説明 真空熱処理炉は、モリブデン金属加熱を利用して真空環境で金属を熱処理する産業用装置です。従来の熱処理炉と比較して…
中古真空炉を格安で販売
説明 当社のパートナーは、中国で中古の真空炉を購入し、販売しています。彼の倉庫には、状態が良く、比較的安価な、さまざまなモデルとサイズの真空オーブンが揃っています。

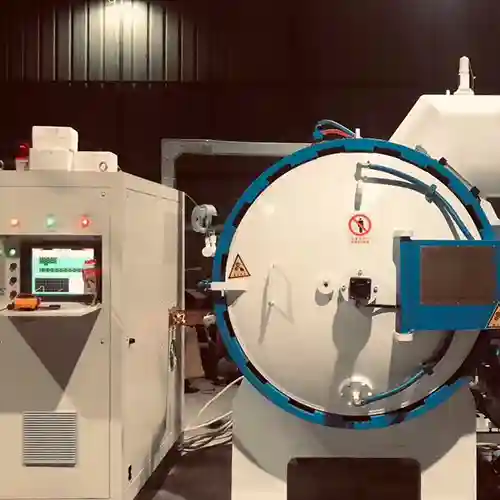
真空ろう付け炉 中国サプライヤー
真空炉の概要 真空ろう付け炉は、アルミニウム熱交換器の重要な製造設備であり、主に組み立てられたアルミニウムフィン、プレート、コアのろう付けに使用されます。これらの製品は、アルミニウム熱交換器、アルミニウム合金 ...
真空オーブンの目的

真空焼入れ炉
この真空焼入れ炉は金属を焼入れするものです。金型や機械の主要部品など、特殊な分野では金属に焼入れ処理が必要です。
通常、油焼入れとガス焼入れは金属硬化の2つのタイプであり、どちらも金属をより硬くすることを目的としていますが、プロセスにはいくつかの違いがあります。
真空ろう付け炉
この真空オーブンは、複数の金属を高温で溶接します。真空環境での溶接の利点は、温度が正確に制御され、溶接がしっかりしていることです。
通常、真空溶接は、航空宇宙部品、一部の軍事部品など、溶接コストが高いため高級部品に使用されます。

真空オーブンの利点
真空ろう付け炉を例にその利点を理解しましょう
1、プログラム可能な制御システム。これにより、ユーザーは生産プロセスに応じて温度と真空圧の要件を満たす一連の生産ステップを編集できます。
2、真空は水平構造で、専用のフォークリフトを使用してチャンバーへの部品のロードや取り外しが容易です。
3、最新の真空ポンプは最も厳しい環境要件を満たしています。
4、炉体内に冷却水循環があり、炉体の温度を低く保つだけでなく、炉体内を急速に冷却します。
真空炉の技術データ
| 項目 | DATA |
| 最高温度 | 1350℃ |
| 絶縁 | 5層SS304 |
| 加熱 | モリブデン金属 |
| チャンバーサイズ | カスタマイズ |
| タイプ | 水平な |
| トランスフォーマー | 配合工業用化学製品の |
| 冷却 | 水冷 |
| 窒素保護 | 配合工業用化学製品の |
真空オーブンメーカー工場
その他の追加マシン





 微信
微信