




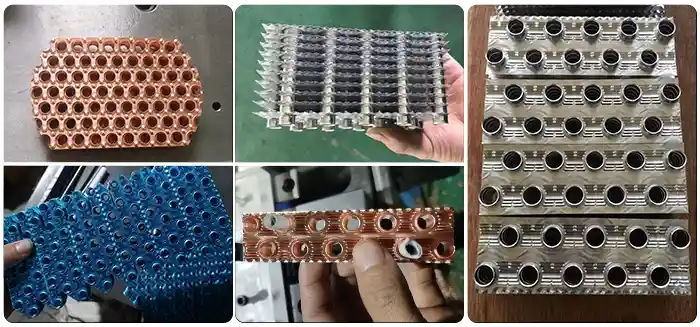
Progressive Matrize, die aus mehreren Einheiten besteht, jede Einheit führt nacheinander verschiedene Arbeiten aus und führt eine Reihe verschiedener Stanzvorgänge in einem Hub des Stempels durch. Sein anderer Name ist kontinuierliches Stanzwerkzeug
Arbeitsprinzip
Die progressive Matrize (auch als kontinuierliche Matrize bekannt) besteht aus mehreren Stationen, wobei jede Station verschiedene Verarbeitungen nacheinander abschließt und eine Reihe unterschiedlicher Stanzverarbeitungen in einem Hub des Stempels abschließt.
Nach Abschluss eines Hubs wird das Material von der Stanzzuführung gemäß einem festen Schrittabstand vorwärts bewegt, sodass mehrere Prozesse auf einem Paar von Matrizen abgeschlossen werden können, im Allgemeinen einschließlich Stanzen, Stanzen, Biegen, Kantenschneiden, Tiefziehen usw .
Merkmale der progressiven Matrize
- Der progressive Würfel ist ein sequenzieller Würfel mit mehreren Aufgaben. In einem Werkzeug können mehrere Prozesse wie Stanzen, Biegen, Formen und Strecken mit hoher Produktivität enthalten sein.
- Sicherer Betrieb von Folgeverbundwerkzeugen;
- Einfach zu automatisieren;
- Hochgeschwindigkeitsstanze kann für die Produktion verwendet werden;
- Es kann den Bereich des Stempels und der Baustelle reduzieren und den Transport von Halbzeugen und die Lagerbelegung reduzieren;
- Teile mit extrem hohen Maßanforderungen sollten nicht mit Folgeverbundwerkzeugen hergestellt werden
| Nein. | Designanforderungen |
| 1 | Die Teile sind klein |
| 2 | Große Charge |
| 3 | Das Material ist dünn (0.08 ~ 2.5 mm) |
| 4 | Das Material ist weich |
| 5 | Komplexe Form |
| 6 | Edelmetalle sind nicht geeignet (geringe Ausnutzung) |
| 7 | Die Genauigkeit sollte nicht zu hoch sein (darunter 10) |
Anwendung von progressiven sterben

Die folgenden Aspekte sollten berücksichtigt werden, wenn ein Stanzteil ein Mehrstationen-Endloswerkzeug verwendet:
Design, Herstellung und Wartung
Die Struktur der kontinuierlichen Mehrstationsdüse ist ziemlich komplex, und die Herstellungsgenauigkeit ist viel höher als die der allgemeinen Düse. Nach jeder Serienproduktion muss es einmal überholt und geschärft werden und darf erst nach bestandener Probestanzung zum Einsatz eingelagert werden. Einige kleine Stempel müssen rechtzeitig ersetzt werden, nachdem die Einsätze abgenutzt oder beschädigt sind. Für das kontinuierliche Werkzeug mit mehreren Stationen zum Biegen, Ziehen und Formen muss die relative Höhe anderer Teile korrigiert werden, wenn die Kante des Stempels und des Werkzeugs geschliffen wird.
Bei Mehrstationen-Durchlaufwerkzeugen zum Biegen, Tiefziehen und Umformen sind die Höhen von Patrizen und Matrizen oft unterschiedlich, sodass die relative Differenz, die durch die ursprüngliche Konstruktion erforderlich ist, nach dem Schleifen beibehalten werden muss. Es muss ein gewisses Maß an technischem Wartungspersonal und notwendiger ausgefeilterer Spezialausrüstung vorhanden sein.
Anwendbare Presse
Die für das Folgeverbundwerkzeug verwendete Presse muss über ausreichende Festigkeit, Steifigkeit, Leistung und Genauigkeit, einen großen Arbeitstisch und ein zuverlässiges Bremssystem verfügen.
Der Hub des Stempels sollte nicht zu groß sein, um sicherzustellen, dass das Führungssystem des Matrizenbodens der Endlosmatrize während des Betriebs nicht getrennt wird. Generell sind die Arbeiten unter 80 % des Nenndrucks der Presse durchzuführen. Das Mehrstationen-Folgeverbundwerkzeug muss mit einem Erkennungsmechanismus für Bandzufuhrfehler ausgestattet sein. Nachdem der Erkennungsmechanismus ein Signal gesendet hat, muss das Bremssystem in der Lage sein, die Presse sofort zu stoppen, um eine Beschädigung der Matrize oder der Werkzeugmaschine zu vermeiden.

Gut verarbeitete Materialien
Während des Stanzvorgangs von Folgeverbundwerkzeugen ist kein Zwischenglühen zulässig, was für das Hinzufügen von Schmierung während der Verarbeitung nicht geeignet ist.
Daher müssen die mechanischen Eigenschaften von Stanzmaterialien relativ stabil sein, und jede Materialcharge, die in die Fabrik gelangt, muss gemäß den Vorschriften getestet und inspiziert werden. Folgeverbundstanzen stellt höhere Anforderungen an die Breiten- und Dickentoleranz des verwendeten Bandes,
sowie die Ebenheit der Bandkante, da sie sich direkt auf die Prägewirkung und den Vorschub des Bandes auswirken.
Stanzteile sollten für die Folgeverbundfertigung geeignet sein
- Der Output und die Menge der verarbeiteten Teile muss groß genug sein.
- Die Materialleistung von Mehrstationen-Endlosdüsen ist geringer als die anderer Düsen.
- Die Zuführgenauigkeit und der kumulative Fehler zwischen den einzelnen Schritten verringern die Teilegenauigkeit nicht.
- Für Teile mit komplexen Formen, die nach dem Stanzen schwer zu finden sind, ist die kontinuierliche Stanzform mit mehreren Stationen am besten geeignet.

 WeChat
WeChat