




Прогрессивная матрица, состоящая из нескольких блоков, каждый из которых последовательно выполняет различную работу и выполняет ряд различных процессов штамповки за один ход пуансона. Другое его название – непрерывная штамповка.
принцип работы
Прогрессивная матрица (также известная как непрерывная матрица) состоит из нескольких станций, каждая станция последовательно выполняет различную обработку и выполняет серию различных операций штамповки за один ход пуансона.
После завершения хода материал перемещается пуансонным питателем вперед в соответствии с фиксированным расстоянием шага, так что на паре штампов может быть выполнено несколько процессов, как правило, включая штамповку, вырубку, гибку, резку кромок, глубокую вытяжку и т. д. .
Прогрессивная матрица Особенности
- Прогрессивная матрица — это многозадачная последовательная матрица. В одной матрице он может включать несколько процессов, таких как вырубка, гибка, формование и растяжение, с высокой производительностью;
- Безопасная работа прогрессивной матрицы;
- Легко автоматизировать;
- Для производства можно использовать высокоскоростной перфоратор;
- Это может уменьшить площадь штампа и площадки, а также сократить транспортировку полуфабрикатов и занятость склада;
- Детали с очень высокими требованиями к размерам не должны изготавливаться с использованием штампов с прогрессивной разверткой.
| Нет. | Требования к дизайну |
| 1 | Части маленькие |
| 2 | Большая партия |
| 3 | Материал тонкий (0.08 ~ 2.5 мм) |
| 4 | Материал мягкий |
| 5 | Сложная форма |
| 6 | Драгоценные металлы не подходят (низкий уровень использования) |
| 7 | Точность не должна быть слишком высокой (ниже 10) |
Применение прогрессивной матрицы

Следующие аспекты следует учитывать, если штамповочная деталь использует многопозиционную непрерывную матрицу:
Проектирование, производство и техническое обслуживание
Структура многопозиционного непрерывного штампа довольно сложна, а точность изготовления намного выше, чем у обычного штампа. После каждого серийного производства он должен быть отремонтирован и заточен один раз, и может быть помещен на хранение для использования только после прохождения пробной штамповки. Некоторые небольшие пуансоны необходимо своевременно заменять после того, как вставки изношены или повреждены. Для многопозиционной непрерывной матрицы для гибки, волочения и формовки относительная высота других частей должна быть скорректирована при шлифовке кромки пуансона и матрицы.
Для многопозиционных непрерывных штампов для гибки, глубокой вытяжки и формовки высота охватываемых и охватываемых штампов часто различна, поэтому относительная разница, требуемая исходной конструкцией, должна сохраняться после шлифования. Должен быть определенный уровень обслуживающего персонала и необходимая более сложная спецтехника.
Применимый пресс
Пресс, используемый для прогрессивного штампа, должен иметь достаточную прочность, жесткость, мощность и точность, большой рабочий стол и надежную тормозную систему.
Ход пуансона не должен быть слишком большим, чтобы во время работы не разъединялась направляющая система основания штампа непрерывного штампа. Как правило, работа должна выполняться при 80% номинального давления пресса. Многопозиционная прогрессивная головка должна быть снабжена механизмом обнаружения отказа подачи полосы. После того, как механизм обнаружения отправит сигнал, тормозная система должна иметь возможность немедленно остановить пресс, чтобы не повредить штамп или станок.

Хорошо обработанные материалы
В процессе штамповки прогрессивного штампа не допускается промежуточный отжиг, что неудобно для добавления смазки во время обработки.
Следовательно, механические свойства штамповочных материалов должны быть относительно стабильными, и каждая партия материалов, поступающих на завод, должна быть проверена и проверена в соответствии с правилами; Прогрессивная штамповка предъявляет более высокие требования к допускам по ширине и толщине используемой полосы,
а также плоскостность края полосы, потому что они будут непосредственно влиять на эффект штамповки и подачу полосы.
Штампованные детали должны подходить для прогрессивного производства штампов.
- Выход и партия обрабатываемых деталей должны быть достаточно большими.
- Производительность материала многопозиционной непрерывной матрицы ниже, чем у других матриц.
- Точность подачи и совокупная ошибка между каждым шагом не снижают точность детали.
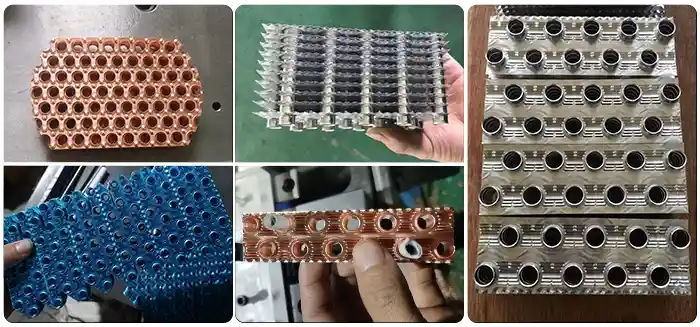
- Для деталей сложной формы, которые трудно найти после штамповки, многопозиционная непрерывная штамповка является наиболее идеальной.

 WeChat
WeChat