




Stampo progressivo composto da più unità, ogni unità completa diversi lavori in sequenza e completa una serie di diversi processi di stampaggio in un colpo del punzone. Il suo altro nome è lo stampaggio continuo
principio di funzionamento
Lo stampo progressivo (noto anche come stampo continuo) è composto da più stazioni, ciascuna stazione completa diverse lavorazioni in sequenza e completa una serie di diverse lavorazioni di stampaggio in un colpo del punzone.
Al termine di una corsa, il materiale viene spostato in avanti dall'alimentatore di punzoni secondo una distanza di passo fissa, in modo che sia possibile completare più processi su una coppia di stampi, generalmente tra cui punzonatura, tranciatura, piegatura, taglio dei bordi, imbutitura profonda, ecc. .
Caratteristiche del dado progressivo
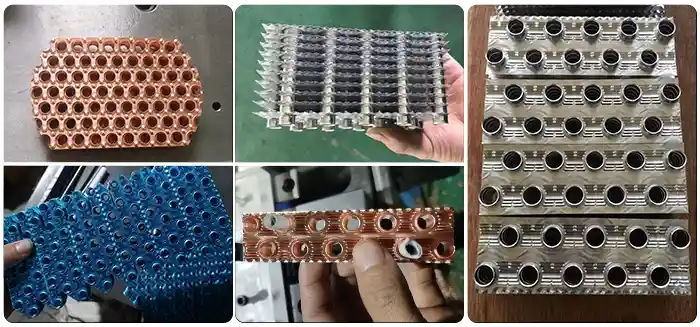
- Il dado progressivo è un dado sequenziale multi-task. In uno stampo, può includere più processi come tranciatura, piegatura, formatura e stiramento, con un'elevata produttività;
- Funzionamento sicuro dello stampo progressivo;
- Facile da automatizzare;
- Il punzone ad alta velocità può essere utilizzato per la produzione;
- Può ridurre l'area del punzone e del sito e ridurre il trasporto di prodotti semilavorati e l'occupazione del magazzino;
- I pezzi con requisiti dimensionali estremamente elevati non devono essere prodotti con filiera progressiva
| No. | Requisiti di progettazione |
| 1 | Le parti sono piccole |
| 2 | Grande lotto |
| 3 | Il materiale è sottile (0.08 ~ 2.5 mm) |
| 4 | Il materiale è morbido |
| 5 | Forma complessa |
| 6 | I metalli preziosi non sono adatti (scarso utilizzo) |
| 7 | La precisione non dovrebbe essere troppo alta (sotto di essa10) |
Applicazione del dado progressivo

I seguenti aspetti dovrebbero essere considerati se una parte stampata adotta uno stampo continuo multi-stazione:
Progettazione, produzione e manutenzione
La struttura dello stampo continuo multistazione è piuttosto complessa e la precisione di produzione è molto superiore a quella dello stampo generale. Dopo ogni lotto di produzione, deve essere revisionato e affilato una volta e può essere messo in deposito per l'uso solo dopo aver superato la punzonatura di prova. Alcuni piccoli punzoni devono essere sostituiti in tempo dopo che gli inserti sono usurati o danneggiati. Per lo stampo continuo multistazione di piegatura, imbutitura e formatura, l'altezza relativa delle altre parti deve essere corretta durante la molatura del bordo del punzone e dello stampo.
Per stampi continui multistazione per piegatura, imbutitura profonda e formatura, le altezze degli stampi maschio e femmina sono spesso diverse, quindi la differenza relativa richiesta dal progetto originale deve essere mantenuta dopo la rettifica. Ci deve essere un certo livello di addetti alla manutenzione tecnica e necessarie attrezzature speciali più sofisticate.
Stampa applicabile
La pressa utilizzata per lo stampo progressivo deve avere robustezza, rigidità, potenza e precisione sufficienti, un ampio piano di lavoro e un sistema frenante affidabile.
La corsa del punzone non deve essere eccessiva, in modo da garantire che il sistema di guida della base della matrice della matrice continua non venga disconnesso durante il funzionamento. In generale, il lavoro deve essere eseguito al di sotto dell'80% della pressione nominale della pressa. Lo stampo progressivo multistazione sarà dotato di un meccanismo di rilevamento della mancata alimentazione del nastro. Dopo che il meccanismo di rilevamento invia un segnale, il sistema di frenatura deve essere in grado di arrestare immediatamente la pressa per evitare di danneggiare lo stampo o la macchina utensile.

Buoni materiali lavorati
Durante il processo di stampaggio dello stampo progressivo, non è consentita la ricottura intermedia, il che non è conveniente per l'aggiunta di lubrificante durante la lavorazione.
Pertanto, le proprietà meccaniche dei materiali per stampaggio devono essere relativamente stabili e ogni lotto di materiali che entra in fabbrica deve essere testato e ispezionato secondo le normative; Lo stampaggio a stampo progressivo ha requisiti più elevati sulla tolleranza di larghezza e spessore del nastro utilizzato,
così come la planarità del bordo del nastro perché influenzeranno direttamente l'effetto di stampaggio e l'alimentazione del nastro.
Le parti di stampaggio dovrebbero essere adatte per la produzione progressiva di stampi
- L'output e il lotto di parti lavorate devono essere sufficientemente grandi.
- Le prestazioni del materiale della matrice continua multistazione sono inferiori a quelle di altre matrici.
- La precisione di alimentazione e l'errore cumulativo tra ogni passaggio non ridurranno la precisione del pezzo.
- Per pezzi con forme complesse e difficili da localizzare dopo la punzonatura, lo stampo continuo multistazione è l'ideale.

 wechat
wechat